

 English
English  عربى
عربى  中文简体
中文简体
BlackFire Makes Its Debut at the 110th China Work Safety Expo: BlackFire Carbon Fiber Materials Empowering Advances in Occupational Safety
From April 7 to 9, the 110th China International Occupational Safety & Health Exhibition was grandly held at the Shanghai New International Expo Center. As the most influential industry event in China’s occupational safety sector, this year’s exhibition brought together nearly 1,400 exhibitors, a full range of protective products, and professional visitors from both domestic and international markets, fully showcasing cutting-edge technologies and innovative achievements in the fields of labor protection, emergency rescue, and workplace safety.
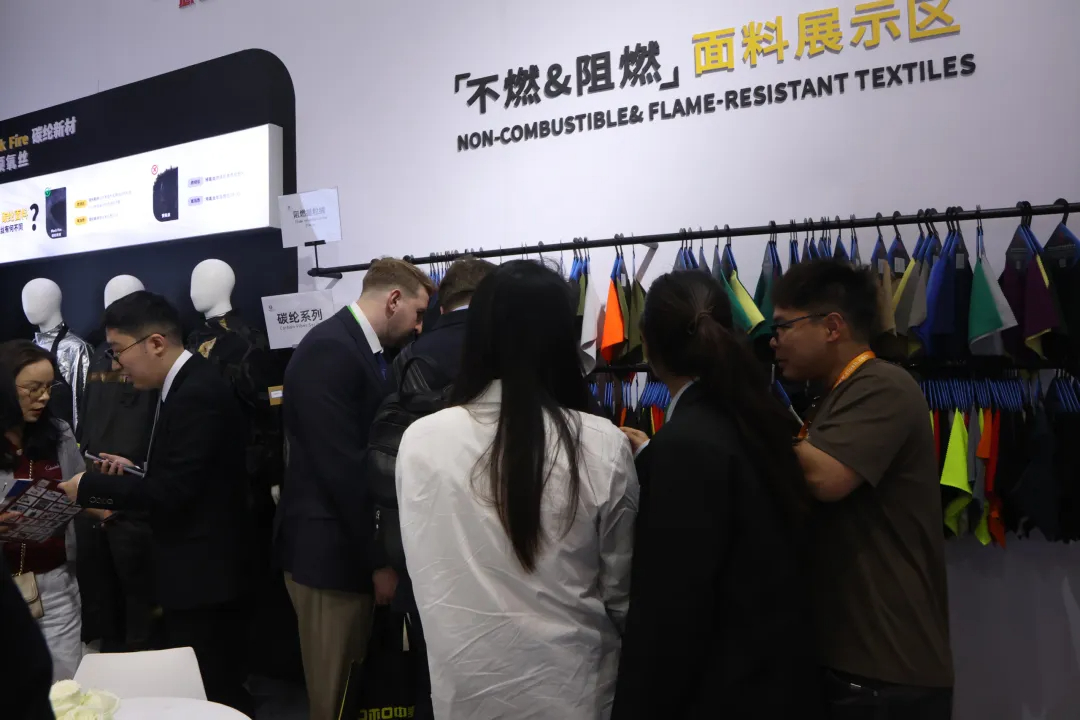
As a key innovator with years of deep expertise in the occupational safety sector, BlackFire made a spectacular debut with its core product—Black Fire ultra-high-temperature carbon fiber flame-retardant fabric—along with scenario-specific products (firefighting suits, camouflage uniforms, workwear, etc.), attracting significant attention from enterprises in the fields of occupational safety equipment manufacturing, firefighting equipment production, and petrochemicals.
They expressed strong interest in the Black Fire carbon fiber fabric’s stability under ultra-high-temperature combustion and its comfort, and engaged in preliminary discussions on-site regarding product development and application directions.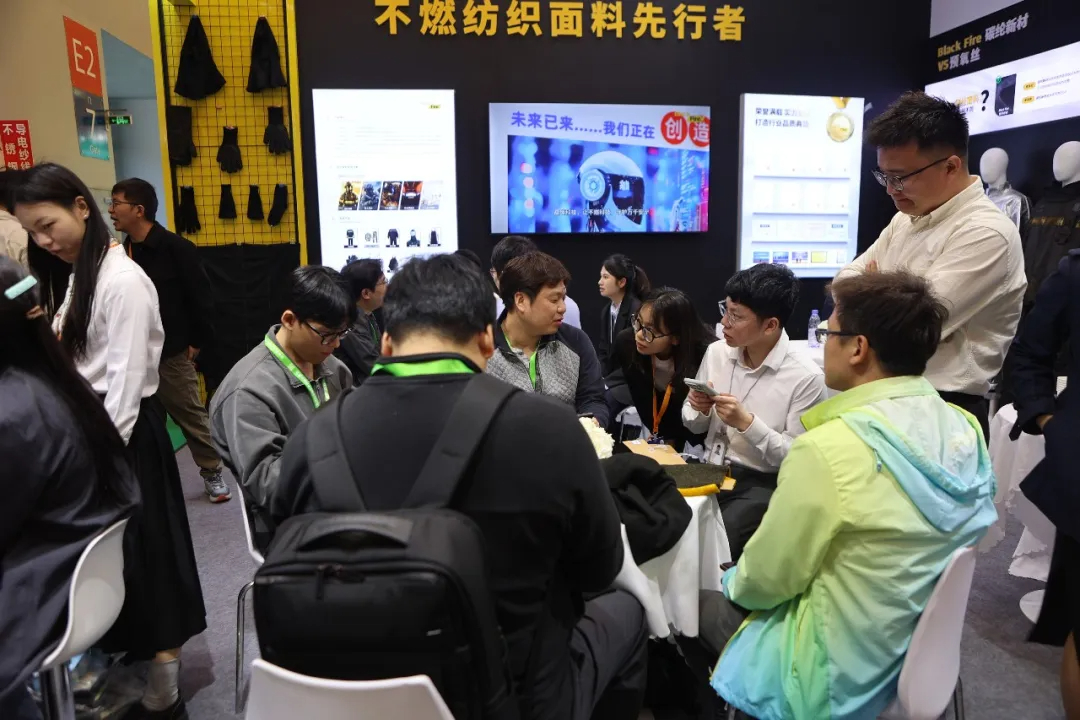
Pang Yunshan, Deputy Director of the International Safety and Health Expert Committee of the China Occupational Safety and Health Association, and Xie Yinghui, Director of the Safety Management Technology Innovation Center at the National Institute of Safety Science and Engineering under the Ministry of Emergency Management, visited the BlackFire booth and engaged in in-depth discussions with Founder and CEO Xing Bin.
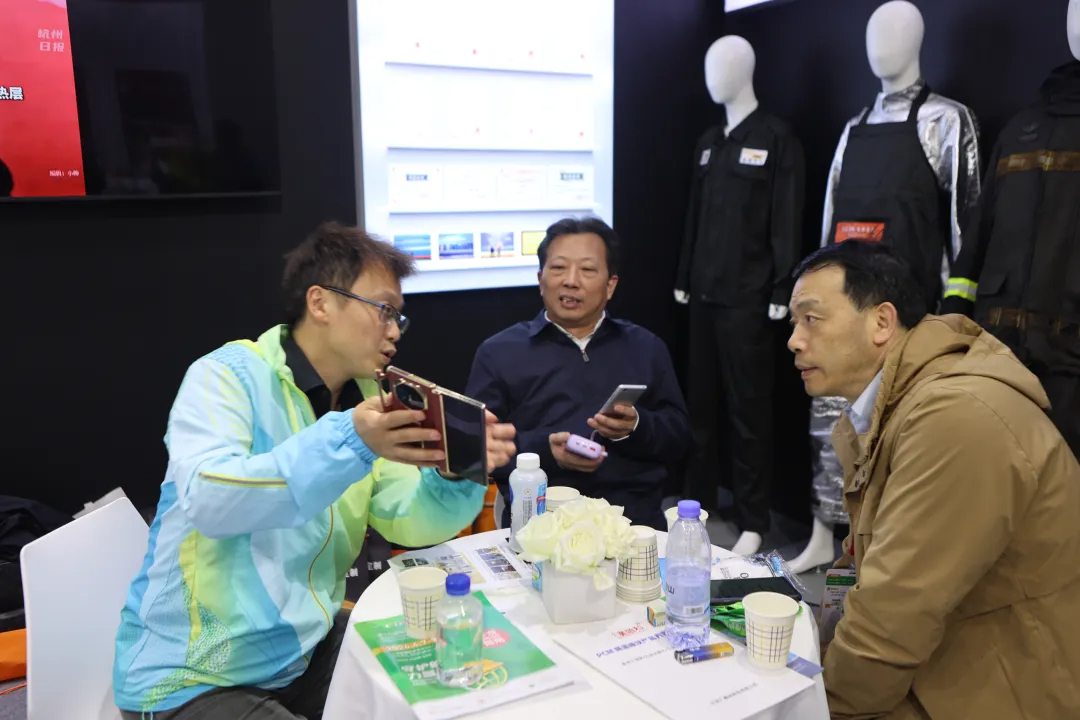
Xing Bin (left) in discussion with Xie Yinghui (center) and Pang Yunshan (right)
After gaining a detailed understanding of BlackFire’s technical approach and application achievements regarding its carbon fiber fabric, the two leaders expressed interest in the company’s innovative performance in the field of high-temperature protection. They noted that BlackFire’s continuous breakthroughs in flame-retardant technology within the textile sector will provide a more solid foundation for the upgrading of personal protective equipment.
At the exhibition, a three-day continuous burning test became the center of attention. BlackFire subjected the fabric to sustained high-temperature combustion using a spirit lamp; throughout the process, no after-burning, melting, or smoldering occurred. The material maintained structural stability even under extreme conditions. This intuitive and continuous demonstration attracted a large number of visitors who stopped to watch and take photos, making it one of the key interactive highlights at the booth.
The Black Fire carbon fiber fabrics showcased by BlackFire at this exhibition include basic models, multifunctional variants, and the company’s latest R&D achievements. They cater to a wide range of protective applications, such as firefighting, industrial high-temperature environments, new energy vehicles, defense and military industries, and civilian emergency response. The core advantage of these fabrics lies in the inherently non-flammable properties of the material itself.

Unlike traditional flame-retardant fabrics, which rely on chemical coatings to delay combustion, Black Fire carbon fiber fabrics address the issue at the fiber structural level, achieving inherent “non-flammability.” According to authoritative testing, the fabric does not burn, melt, or tear when exposed to a sustained blue flame at 1,600°C. It also offers excellent properties such as softness against the skin and resistance to molten droplets, representing a major upgrade over traditional flame-retardant fabrics.
With the continuous tightening of national safety production regulations and the rapid growth in demand for high-performance protective gear in industries such as new energy, metallurgy, and chemicals, the demand for high-end flame-retardant textile fabrics is steadily increasing.
The emergence of BlackFire carbon-based non-flammable fabric has not only broken the long-standing monopoly held by countries like Japan and the United States in the field of high-end flame-retardant materials but has also established core competitiveness in terms of high-temperature combustion resistance and large-scale production costs, effectively advancing the localization of high-end protective materials.
This event is not only a showcase of BlackFire’s innovative achievements but also a signal sent by BlackFire to the industry—safety should be defined starting with the material itself.
In the future, Jingzhen Technology will continue to uphold its mission of “Let Materials Protect Lives,” driving the application of carbon fiber-based materials into more real-world scenarios. We aim to ensure that protection goes beyond mere compliance with standards, but truly delivers when it matters most, providing higher-standard and more reliable support for global occupational safety and health protection.
LATEST POST
Let’s create something amazing together
contact us-
 905, Yanxiang Technology Building, Binkang Road, Binjiang District, Hangzhou City, Zhejiang Province, China
905, Yanxiang Technology Building, Binkang Road, Binjiang District, Hangzhou City, Zhejiang Province, China -
 +86-057186797597
+86-057186797597 -
 +86-15658877105
+86-15658877105 -

- QUICK LINKS
- Home
- About BlackFire
- Our Story
- FAQ
- QUICK LINKS
- Technology
- Application
- Contact Us
- NEWS & INSIGHTS
- Company News
- Industry News
Don't hesitate to contact when you need us!

